工程を選択すると詳細が下部に表示されます





スポット溶接
板金加工で多用されるのがスポット溶接です。
金属に電流を流すと電気抵抗により発熱する事を利用した溶接工法です。
母材となる2枚の製品を上下の電極間に差し挟み、大電流を流します。その際の発熱で半溶融状態にし、加圧して接着します。
マキノでは大小様々な5台のスポット溶接機を配備しております。
小さい製品から、大型の製品まで幅広く対応しております。
精密に求められる寸法を満足する為、長年に渡り築き上げた多様な技術と工法で、正確且つ迅速に作業を行っています。
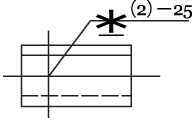
スポット記号
※印のアンダーラインは表面たいら仕上げ指示、()内はスポット数25はピッチ。
溶接
筺体、真空内部品からブラケットまで幅広く製作対応しています。
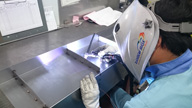
TIG溶接YAG溶接 自動溶接機FLWを配備し、確かな技術で高品質の製品を提供しています。
TIG溶接 (Tungusten Inert Gas)
電極に融点の非常に高いタングステンを使い、アルゴンガス等の不活性ガスをシールドガスとして利用しタングステン電極と母材及び溶加棒を溶融して、溶接する方法である。
耐食性や靭性にも優れ、溶接欠陥の発生が少なく、各種溶接法の中で最も高品質な溶接結果が得られます。
特長
- 不活性ガスシールドなので、溶接金属への不純物混入がきわめて少なく、高品質である。
- 安定したアークが得られ、薄板から厚板まで適用範囲が広くビードが美しい
- スパッタの発生がなく、溶接作業が容易である。
- あらゆる継手形状に適用でき、且つ、溶接姿勢に制限がない。
- 小電流でも安定したアークが得られ、薄板溶接(0.8mm程度から)にも適用でき、また裏波溶接がしやすい。
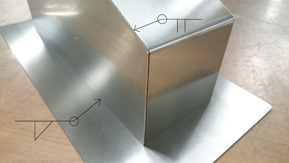
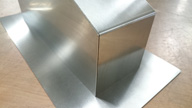
溶接前
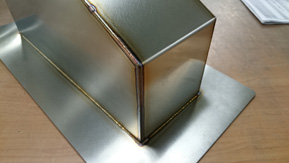
TIG溶接後(仕上げ前)
YAG溶接 (Yttrium Aluminium Garnet)
YAGレーザーとはイットリウム(Y)、アルミニウム(A)、ガーネット(G)の頭文字を取って[YAG]という。
YAGロッドにネオジウムを封じ込め、フラッシュランプの光を当ててレーザー光を励起、発振させる。
YAGロッドの両端面は光学的に十分な精度に研磨され、その外側には共振器と呼ばれる、ミラーが有り、YAGロッドから発振したレーザー光はこの共振器で増幅され、強力な光の束となって出射される。
特長
- 溶接ビートが細く、余分な入熱が少ない為、歪みが少ない
- 入熱が少ない為、焼けが発生しにくい
- 溶接ビートが細い為仕上げ工程が削減できる
- 安定した溶接が得られ、速度が速い為、溶接時間が短縮できる
- 薄板の溶接が簡単に行える。
-
溶接前

YAG溶接後(仕上げ前)
ファイバー溶接
ファイバーレーザー溶接システム FLW4000M3
励起光を共振器内に入射し、2つのミラー間で反射を繰り返した後、YB(イッテルビウム)ドープコアに吸収され発振される。
発振されたレーザー光は、コリメートレンズ・集光レンズ・保護ガラスを透過し、材料に照射されます。
集光レンズの焦点深度を変える事により、外観重視の熱伝導型溶接・強度重視のキーホール型溶接と、お客様のニーズに合わせた加工が可能です。
特長
- 最大の利点が高品質での高速自動機械加工
- 高水準で同品質大量生産が可能
- レーザーの集光密度が高く、細い為、歪みが少ない。
- ロボット加工の為、溶け込みとビードが一定である。
- デジタル化による溶接加工の効率化
- 余盛り、酸化膜発生量が少なく、仕上げ時間の短縮ができる。